Si vous arrivez
directement sur cette page, sachez que ce travail est
un rapport d'étudiants et doit être pris comme tel. Il
peut donc comporter des imperfections ou des
imprécisions que le lecteur doit admettre et donc
supporter. Il a été réalisé pendant la période de
formation et constitue avant-tout un travail de
compilation bibliographique, d'initiation et d'analyse
sur des thématiques associées aux technologies
biomédicales. Nous ne
faisons aucun usage commercial et la duplication
est libre. Si vous avez des raisons de contester
ce droit d'usage, merci de
nous en faire part . L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique. Bonne
lecture...
Elaboration d’un guide pour la mise en
place d’une méthode d’organisation d’un atelier
biomédical en 5S
Référence à
rappeler : Elaboration d'un guide pour la mise en
place d'une méthode d'organisation d'un atelier
biomédical en 5S.
Zitouni Wassim, Deoliviera Alexandre, Dandouri Aouporé
Marc,Dacruz Roger, Projet, Certification Professionnelle
ABIH, UTC, 2015-2016?
URL : http://www.utc.fr/abih
; Université
de Technologie de Compiègne
RESUME
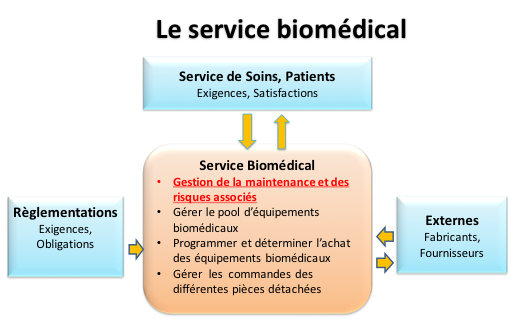
Une bonne
organisation du service biomédical contribue à améliorer
l’efficience, la gestion et la disponibilité des
dispositifs médicaux, pour les services de soins en
permettant de gérer au mieux les déplacements du
personnel, d’améliorer l’ergonomie de travail en
minimisant les troubles physiques, tout en assurant une
disponibilité maximale du matériel nécessaire, que ce
soit outillage ou pièce détachées et ceci avec
l’exploitation en toute sécurité des locaux.
ce rapport
à pour objectif de démontrer l'effet d'une bonne
organisation au sein d'un atelier et de convaincre par
l'application d'une méthode en 5S à travers d'un guide
,que des performances peuvent être rapidement obtenues
et ce, sans un gros investissement, qu'il soit financier
ou temporel, permettant ainsi à tout le personnel
utilisant les locaux de travailler dans de meilleur
conditions.
Mots clés : bonne organisation, service
biomédical, dispositif médical, méthode 5S, un guide
ABSTRACT
Good
organization of the biomedical service helps improve
efficiency, management and availability of medical
devices for care services to better manage the movement
of personnel, improve working ergonomics minimizing
physical disturbances, while ensuring maximum
availability of the necessary equipment, whether
equipment or spares and this with the safe operation of
the premises.
This report aims to demonstrate the effect of a good
organization within a workshop and convince by applying
a 5S method through a guide, as performance can be
obtained quickly and without a big investment, whether
financial oi time, allowing all staff using local work
in better conditions.
Key words : Good organization, biomedical
service ,medical devices, 5S method,guide
Nous tenons à
remercier Mr Pol-Manoel Felan, tuteur de notre projet pour nous
avoir suivi le long de ce projet ainsi que Mr Gilbert Farges et
Jean-Mathieu Prot pour leur retour au cours des différents jalons
et Mme Nathalie Maoutonnet, secrétaire de la formation ABIH de
l’UTC pour son accueil, sa sympathie et sa gaieté.
PDCA : Plan
Do Check Act, (planifier, faire, vérifier, agir)
Introduction
De nos jours, les soins dans les hôpitaux ne cessent de se
diversifier, multipliant le nombre et la diversité des dispositifs
médicaux. La maintenance de ces dispositifs est gérée par le service
biomédical, et pour une qualité optimale de ceux ci afin d’assurer
un maximum de sécurité, une bonne gestion et une maintenance sans
reproche, il est nécessaire que le personnel de l’atelier travaille
dans les meilleures conditions possibles.
En effet, si l’on ne donne pas les moyens suffisants au personnel du
service biomédical, l’impact de la qualité de la maintenance peut se
répercuter dans les services de soins affectant la qualité des soins
procurés au patient.
Une multitude d’outils existants permettent de mettre en place où
d’améliorer une organisation, mais tous ne sont pas adaptés à toutes
les situations.
Ce rapport à pour but de présenter ces différents outils et de
démontrer pourquoi la méthode des 5S est idéale pour un atelier et
proposer un guide simplifié pour l’application de celle ci.
Bien sûr l’étude à été portée pour l’organisation d’un atelier
biomédical mais elle peut très bien être utilisées dans toutes les
situations, que ce soit dans un bureau, un garage et même dans une
cuisine.
La proposition de la mise en place d’une méthode d’organisation en
5S permet de réduire les déplacements, les manutentions et gestes
inutiles évitant ainsi les pertes de temps.
L’accroissement de la rigueur de chacun entraîne une diminution des
rebuts et des retouches limitant ainsi le gaspillage. Un
environnement de travail agréable augmente la motivation du
personnel pour se sentir mieux au travail. La sécurité est améliorée
par l’organisation des locaux et le respect des règles. Le tout pour
une meilleure efficience du service.
Chapitre 1 : Impact de l’organisation
au sein d’un service Biomédical
1. Le
service Biomédical
Le service biomédical joue un
rôle majeur dans un établissement de soins. Du bloc opératoire
jusqu’aux laboratoires, il intervient partout ou se trouvent des
dispositifs médicaux.
Il assure l’achat et organise la
mise en service des nouveaux équipements jusqu'à leur réforme.
Le service
biomédical est là pour assurer la sécurité du personnel utilisant
les dispositifs médicaux par des actions de :
-Contrôle de performance
dans le temps qui permet à l’utilisateur de disposer d’un
équipement vérifié régulièrement afin qu’il soit en mesure de
restituer des performances optimales et justes dans le temps afin
de fournir un résultat attendu.
-Correction des
dysfonctionnements car la maintenance curative reste une
majeure activité malgré une vérification régulière des dispositifs
et l’amélioration de leur fiabilité.
-Formation des utilisateurs
pour leur garantir une utilisation optimale des dispositifs afin
d’assurer la sécurité de ceux ci comme celle des patients.
-Formation des techniciens
leurs garantissant ainsi la connaissance du matériel afin
d’assurer la qualité des prestations biomédicales.
Le service biomédical doit mettre en
place une vraie structure de maintenance et de contrôle qualité
des dispositifs médicaux, elle est un acteur déterminant car une
maintenance négligée ou une panne trop longue sur certains
dispositifs peut avoir des répercutions graves et mettre en danger
la vie des patients. Cette maintenance se déroule essentiellement
dans l’atelier qui est le cœur du service biomédical.
Le service biomédical est en
étroite collaboration avec les services de soins. En effet il
assure la prise en charge des dispositifs médicaux qu’ils
utilisent quotidiennement et répond à leurs besoins pour qu’ils
puissent pratiquer des soins de qualité aux patients en leur
fournissant des dispositifs performants et fonctionnels.
Il fait également appel à des
entreprises de tierce maintenance pour assurer la fiabilité du
matériel dont il ne peut assurer la maintenance lui même.
Pour assurer une
efficacité maximum dans la gestion de ces équipements et garantir
la sécurité, l’atelier doit savoir s’organiser.
L’organisation du service
biomédical est primordiale dans la prise en charge de la
maintenance des dispositifs médicaux. Les technologies évoluant
très rapidement, et ce avec des contraintes budgétaires
importantes, il est nécessaire de maitriser tous les aspects de
l’organisation, que ce soit pour les compétences, les
méthodologies, les formations ou encore la mutualisation des
connaissances.
La maintenance repose sur des
principes d’organisation fondamentaux pour optimiser la qualité
de soins au bénéfice du patient :
·Améliorer l’efficacité des
interventions pour fournir des dm fiables et disponibles
·Maîtriser les aspects économiques
(en limitant la location de matériel par ex)
·Etre en adéquation avec la
réglementation
·Améliorer les conditions de
travail
·Assurer la maîtrise de
l’engagement des parties prenantes (les sous traitants, les
fournisseurs, les services de soins)
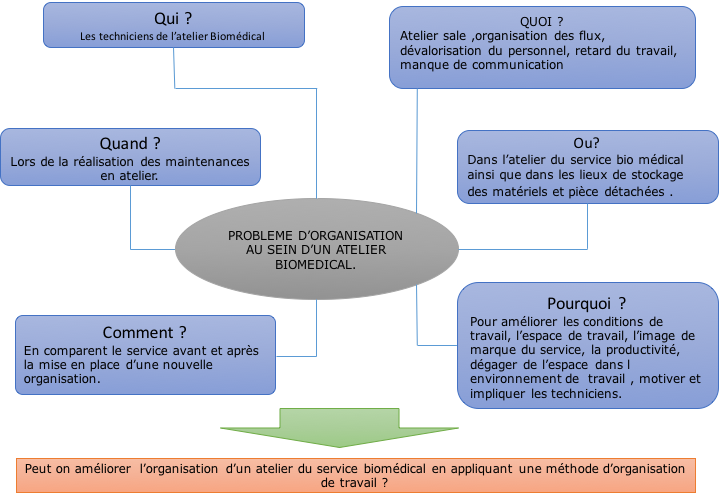
Le sujet de réflexion vise à proposer une façon de mieux organiser
le service, il faut donc déterminer la façon dont il est géré, d’en
analyser son fonctionnement et les difficultés rencontrées,
d’identifier les missions de chacun, en fonction des membres de
l’équipe biomédicale, de comprendre le fonctionnement de ces équipes
et les interactions avec les parties prenantes (relations du
personnel entre eux, services de soins, fournisseurs).
Pour cela il faut comprendre l’organisation de l’atelier, pour en
identifier les problèmes et en trouver les améliorations à apporter.
Les soins procurés au patients sont étroitement liés aux dispositifs
médicaux fournis au personnel soignant. Ces dispositifs ne sont pas
infaillibles et ont besoins d’un entretient minutieux et de
réparations particulières, appliquées selon des décrets spécifiques
aux dispositifs médicaux. Une mauvaise gestion de ceux ci peut
engendrer un danger pour le patient.
Les soignants en ayants besoins continuellement, le service
biomédical se doit d’être organisé au mieux pour en limiter
l’indisponibilité, faute de quoi, le recours à l’externalisation de
la maintenance ou de la location de matériel s’avèrerait
indispensable pour combler le déficit de performance, engendrant
ainsi des dépenses supplémentaires.
A terme, la survie des biomédicaux peut être mise en jeu si une
efficience de la maintenance trop faible revenait à coûter plus cher
à l’établissement que la sous-traitance des prestations biomédicales
externes.
Comment augmenter l’efficience d’un atelier sans pour autant
demander plus de ressources que celles déjà présentes dans la
situation actuelle ?
Une mise en place de critères de standardisation peut aider à
maintenir une certaine rigueur dans l’atelier pour se rendre compte
rapidement d’un défaut dans le système.
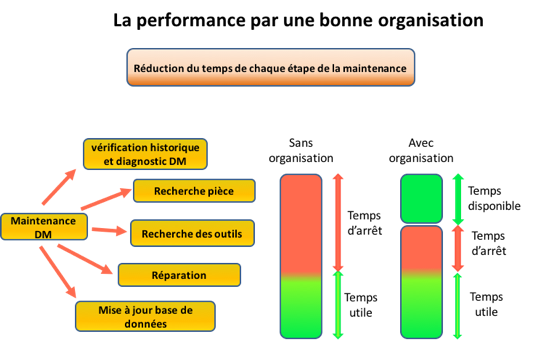
Le simple fait d’instaurer une méthodologie de travail dans un
atelier permettra de réduire le temps pour effectuer certaines
étapes dans la maintenance et la gestion des dispositifs médicaux.
Le chapitre suivant évoque les méthodes d’amélioration continue les
plus utilisées pour contribuer à réduire voire supprimer les pertes
de temps et ainsi rendre le personnel plus efficace améliorant ainsi
l’efficience du secteur concerné.
Une multitude d’outils existe
pour la mise en place d’une organisation au sein d’une
entreprise. Toute ne sont pas adapté à toutes les situations.
En effet il faut analyser le type d’organisation que l’on
souhaite appliquer.
Elle ne sera pas la même pour
gérer une unité de production à grande échelle (usine de
fabrication en série), que celle ou il faut gérer du matériel
selon les besoins (un garage automobile).
Il existe tant d’outils et de
démarches qu’il peut être difficile de choisir celui le plus
adapté à ses besoins et surtout comment le mettre en
place ? la formation, le budget, la durée du chantier
sont souvent des inconnus pour les décideurs, et peu choses
existent pour se diriger vers une réponse pertinente sans
devoir réaliser un diagnostic.
Le but étant d’améliorer
l’efficience du secteur que l’on veut traiter, il convient de
pérenniser l’action à entreprendre par un maintien de celle ci
dans le temps, c’est le principe de l’amélioration continue.
Définition de l’amélioration continue
Démarche structurée
en groupe de travail, visant l’amélioration, par le personnel,
de visant l’amélioration, par le personnel, de la qualité du
produit, de la satisfaction du la qualité du produit, de la
satisfaction du client et de la performance globale de client
et de la performance globale de l’entreprise, assurant ainsi
le l’entreprise, assurant ainsi le développement et le succès
à long terme développement et le succès à long terme de
celle-ci.
Après leur défaite face aux américain lors de la seconde guerre
mondiale, les japonais doivent relancer leur économie. Toyota vise à
rattraper les Américains au plan de la production.
L’origine de ce système vient des fondateurs de Toyota, Skishi
Toyoda et Taiichi Ōno en s’inspirant des travaux de William Edwards
Deming et de Henry Ford.
Ōno met au point un système simple de gestion de l’entreprise
consistant à réduire le gaspillage, maintenir une qualité des
produits tout au long de la chaîne de production, limiter la
fabrication de modèle les moins vendus et d’améliorer le système de
façon continu en prenant en compte tous les acteurs concernés, de
l’opérateur à l’ingénieur.
Ce système d’organisation permet de décloisonner les fonctions et
les responsabilités, il allie l’efficacité de production à une
certaine reconnaissance psychologique des travailleurs. Leurs avis
sur l’entreprise est sollicité, et ils se sentent plus importants.
Il y à différents états d’esprit au travail, pour les japonais,
l’amélioration continue est basée sur les concepts de Total Quality
Management (méthode qui à pour objectif de réduire les gaspillages,
mieux gérer les stocks optimiser le temps et les conditions de
travail, améliorer constamment les produits) et du Kaizen (mode de
pensée qui cherche constamment l’amélioration ou la remise en cause
d’une situation pour la rendre meilleure).
La façon de penser des Japonais remonte au temps des Samouraï, cela
fait partie de leur culture. L’état d’esprit des Japonais se traduit
par des actes quotidiens faisant en sorte d’améliorer sans cesse,
sans relâche la situation d’aujourd’hui.
Il est plus difficile de mettre en place l’amélioration continue en
France comme elle est mise en place au japon.
En effet, pour les français, le travail n’est pas une priorité,
c’est une obligation, ce qui n’incite guère à leur motivation. Le
français préfère les loisirs et change d’entreprise tout les 10 ans
en moyenne. La paye se fait en fonction des diplômes et à
l’expérience acquise.
Alors que pour les japonais, c’est le travail qui est au centre de
la culture. Après l’arrivée du personnel le matin, pour tout le
monde, c’est la gymnastique quotidienne alors qu’en France, c’est
plutôt la machine café.
La culture japonaise est plutôt une culture de groupe, en effet les
repas s’effectuent dans un grand réfectoire.
A la fin de la journée, une personne s’en allant salut ses collègues
avec la phrase « osakini shitsurei shimasu » qui veut dire « Je pars
le premier » et est répondu « Otsukare sama deshita » qui veut dire
« votre fatigue est bien grande après tout le dur travail
d’aujourd’hui ».
La durée du travail n’est pas beaucoup plus longue qu’en France pour
les grandes entreprises, mais les employés des plus petites
entreprises travaillent plus, ils partent généralement après leurs
supérieurs pour montrer qu’ils travaillent de leurs mieux.
L’aspect hiérarchique est également différent, en France n’importe
qui peut être responsable alors qu’au japon, ce sont généralement
les plus anciens, à qui l’on doit le respect et le savoir. Il un
japonais discute rarement une décision qui à été prise n’autorisant
que très peu le libre arbitre.
Le salaire est distribué selon l’ancienneté, c’est pour cela que les
japonais ne quittent que rarement l’entreprises ou ils sont, pour ne
pas repartir de la base. Tendance qui tend à changer avec la
pression du modèle occidental.
Afin de réussir les divers chantiers mis en place dans le cadre de
l'amélioration continue ou de la qualité, il est essentiel que le
service soit convaincu de l’utilité de ces outils et de ce qu’ils
peuvent lui apporter. En effet, seule une réelle politique
d’amélioration continue de la qualité permettra de maintenir la
performance du du service, et cela doit être exécuté par l’ensemble
du personnel de tout niveau, techniciens, ingénieurs…, que tout le
monde y participe activement.
Un secteur non soutenu par sa direction ne peut continuer à
maintenir une volonté de continuer à entreprendre ces actions, et à
terme de risquer d’abandonner le projet.
Aucun système ne fonctionnera correctement si un échelon
hiérarchique est grippé.
Pour faciliter la mise en place d’une activité d’amélioration
continue, il est préférable de choisir un chantier pilote simple et
de petite envergure, ou le service s’apercevra rapidement des
résultats obtenus.
La réussite du premier « chantier » est primordiale pour que le
personnel se fasse une opinion positive sur les résultats de celui
ci. Il est difficile de motiver une personne ayant connu un échec.
Par contre si le chantier est réussi, cela montrera au plus
sceptiques l’utilité des chantiers d’améliorations.
6.
Les deux grandes familles de l’amélioration continue
Dans l’amélioration continue, il existe 2 grandes familles de
chantier, les chantiers d’implication (les 5S, la TPM) et les
chantiers de percée (le SMED, Hoshin, GRP « Groupe de Résolution de
Problème »).
De tous ces chantiers, les 5S sont la pierre angulaire de l’édifice,
ils vont permettre de préparer le terrain pour les autres outils de
l’amélioration continue. En effet un secteur non traité peut se
comparer à un terrain en friche, en appliquant les 5S dans ce
secteur c’est comme si le terrain était préparé afin de pouvoir
semer les outils de l’amélioration continue. Toutefois, quelque soit
l’outil d’amélioration utilisé, il ne faut pas oublier l’implication
du personnel. Sans cette implication, l’outil reste un simple outil
sans pérennisation.
Les chantiers de percée
Les chantiers d’implication sont de type participatifs, il s’agit
principalement des outils de type « 5S » et « TPM ». Ces chantiers
s’effectuent généralement sur le terrain et exigent la participation
et la volonté de tous pour sa réussite et la pérennisation.
Ces chantiers permettent un gain de performance, et montrent au
personnel productif l’importance des outils d’amélioration continue.
Le respect des bonnes pratiques mises en place permettra d’installer
de nouveaux standards de travail.
Les chantiers d’implication
Les chantiers d’implication sont menés par des groupes de managers
allant sur le terrain pour constater les différents problèmes, et
sont le plus souvent éphémères car ils mettent en place une nouvelle
organisation qu’ils se doivent d’appliquer, sans négliger leurs
participations pour avoir la confiance des acteurs dans cette mise
en place.
Lors de la mise en place d’un chantier, il faut éviter les échecs,
considérés seulement comme provenant de la faute de la hiérarchie.
La réussite d’un chantier doit provenir de tous, et valoriser le
personnel dans la réussite plutôt que le dévaloriser dans l’échec
est primordial.
Un personnel valorisé se montrera plus motivé, productif et ouvert
au changement.
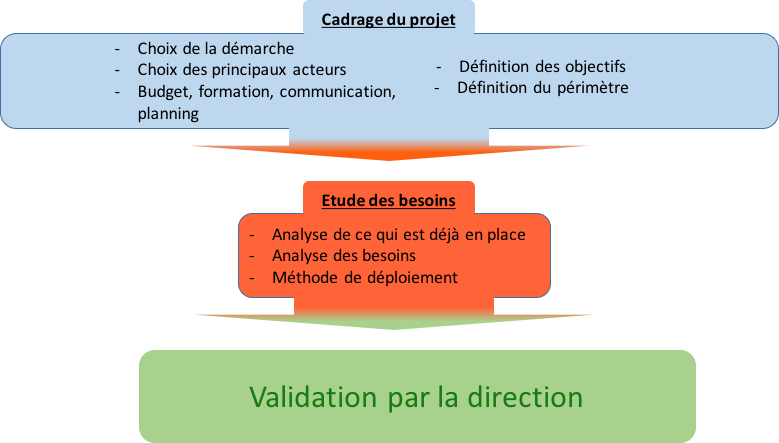
Avant d’entreprendre un chantier, il faut réaliser une phase de
diagnostique pour avoir une vue globale des actions à entreprendre
pour faciliter le travail. Cette phase de diagnostique à pour but de
recueillir les données nécessaires à la mise en œuvre du chantier
dans de bonne conditions.
Cette mise en place impose de travailler sur des données d’entrées
qui permettrons de faire un choix pertinent sur le déroulement du
projet.
Le diagnostique doit permettre de réaliser un planning et de
connaître les ressources nécessaires pour déployer le chantier et
ainsi le faire valider par la direction afin de libérer du temps et
des fonds nécessaires
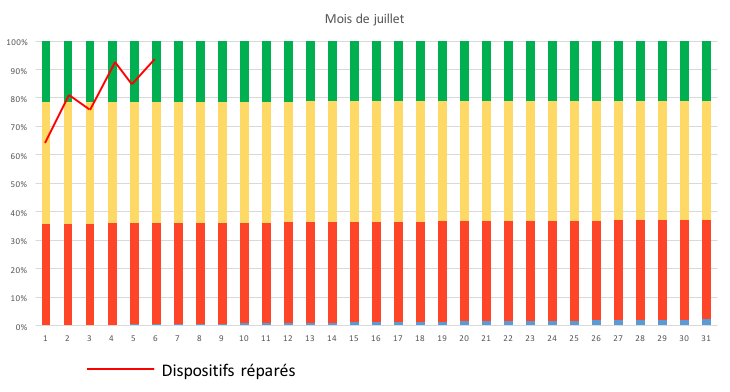
Les indicateurs permettent de de mesurer et voir l’évolution du
projet dans le temps. Ils servent pour de données à étudier pour
apporter les améliorations de la situation actuelle.
Les indicateurs dépendent de l’organisation actuelle et des
résultats attendus. Un QQOQCP pourra être appliqué pour faire un
choix dans la construction de ceux ci.
Qui le met à jour ?
Qui est intéressé de le voir ?
Qu’est ce qu’il mesure ?
Quel est son objectif ?
Quel sera son format ?
Ou va t il être ?
Quand sera t il mis à jour ?
Quand commencera-t-il ?
Combien cela va t il couter ?
Pourquoi cet indicateur ?
Toutes ces questions doivent clarifier le rôle et l’utilisation de
l’indicateur. Un indicateur à mettre en place toutes les semaines et
qui demande beaucoup de temps pour rassembler les données à y mettre
dessus ne sera pas efficace.
Un indicateur sert à mesurer la performance, pas
à la détériorer. Le nombre doit être réduit et la mise à jour
efficace. Ils doivent être clairs et être compris en un coup d’œil.
Les indicateurs devraient pouvoir être remplis
sur le terrain par les personnes qui les produisent.
Un indicateur avec des couleurs le clarifie pour
tous.
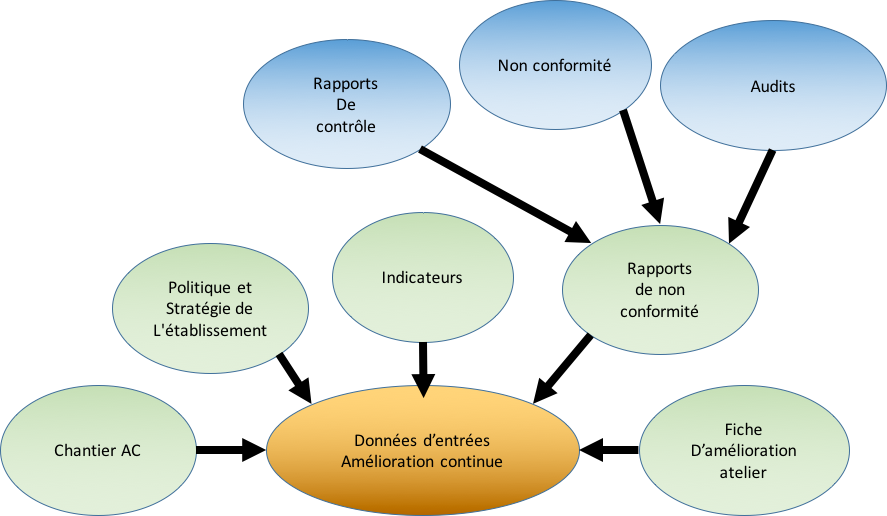
Pour savoir par ou commencer, il faut des données d’entrée, ces
données peuvent venir des constats actuels, mais également de
l’extérieurs, comme le service qualité par exemple avec les rapports
de non conformité, qui sont une grande source de données et d’ou des
statistiques peuvent ressortir pour réaliser des actions
correctives.
Des audits sont aussi générateur de non conformité.
Pour la mise en place de chantiers d’amélioration continue, il est
nécessaire de former le personnel selon les différents niveaux
hiérarchiques et l’outil qui sera mis en place. Il ne faut pas la
même formation pour faire du « 5S », qui sera beaucoup moins longue
que pour faire du « LEAN »
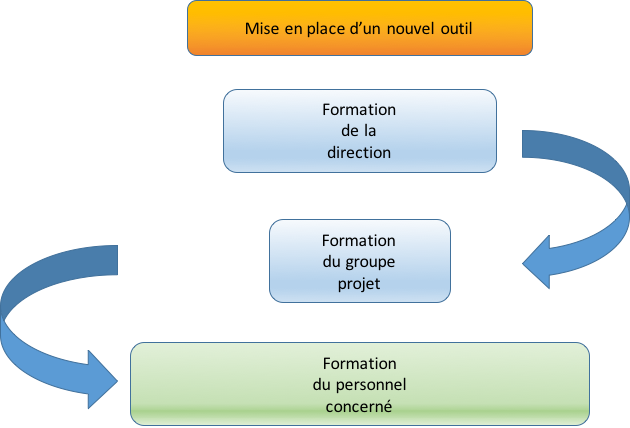
Lors de la mise en place d’un nouvel outil en atelier, il faut
former la direction pour visualiser ce qu’il peut apporter au
service. Cette formation à pour but de savoir si elle à une réelle
utilité et est adaptée à l’utilisation requise afin d’en valider les
conditions de mise en œuvre.
La formation du groupe projet joue un rôle très important, c’est ce
groupe qui doit animer le chantier et c’est de lui que dépend la
réussite du chantier, vient ensuite la formation du personnel sur le
terrain pour qu’il puisse mettre en place les outils mis à
disposition facilement.
Pour former le personnel, il y à, les formations théoriques et les
formations participatives.
Les formations théoriques risquent d’être rébarbatives et demandent
de la concentration et de la compréhension. Elle peut être
agrémentée d’interaction sous forme de jeux participa
11.
Quels outils choisir pour mettre en place l’amélioration
continue ?
La mise en place de l’amélioration continue peut peut-être simple ou
compliquée car il existe beaucoup d’outils qui peuvent améliorer la
plupart des problèmes de performance.
Il faut bien choisir l’outil à mettre en place en
fonction de l’activité de l’établissement, certains vont être plus
apte à répondre à une
Dans un établissement avec un fonctionnement idéal, il n’existerait
que des opérations « payantes », c’est à dire aucunes étapes non
rentables. Par exemple, avec une journée de huit heure, huit
dispositifs à entretenir donc une heure pour chacun, la théorie
voudrait que les huit soit réalisés dans la journée.
En réalité, il en est tout autrement. En
effet, pour chaque dispositif, il faut compter la logistique qui va
avec, comme la récupération de celui ci, la mise à jour de la base
de donnée, la recherche d’outils etc…
Pour améliorer l’efficience, il faut réduire au
maximum ces étapes de « non productivité » et pour cela, des
chantiers d’organisation peuvent être mis en place comme le « 5S »,
le « SMED » ou plus globalement la méthode « LEAN ».
Cette non productivité peut être classée en
différentes catégories selon le type d’activité de chaque
établissement.
Selon la méthode Toyota, les « 3M » prônent la
réduction voire la suppression de tout superflu qui serait à
l’origine de pertes.
Muri >> l’excès
Muda >> l’irrégularité
Mura >> le gaspillage
MURI:
Ce sont les stocks inutiles de matière première,
acheté en excès, en avances, avec une gestion d’achat inadaptée ou
des quantités trop importantes et inadaptées constituant un surplus
de matière première dans l’atelier.
Ceci amène à faire un gaspillage de trésorerie,
de place et d’espace. Le risque de confusion augmente et une
obsolescence peut survenir si les quantités ne sont pas écoulées
dans les temps. Ce « Muri » nuit à la méthode « 5S ».
Ce « Muri » ne s’applique pas uniquement à la
matière, c’est également sur la main d’œuvre que ce « gaspillage
s’applique », mode opératoire obsolète, des erreurs de non qualité
qui exigent une surproduction ou un retour d’une mauvaise
maintenance.
MURA:
Le « mura » peut-être assimilé à
l’irrégularité, engendre de l’attente et par la suite une
accumulation de flux.
Le « mura » affecte donc les cycles et flux de productions ainsi que
le niveau des stocks.
Les premières « victimes » de ce phénomène sont les employés et,
d’un certain point de vue, les machines, tous deux contraints de
faire face aux retards puis aux pics d’activité.
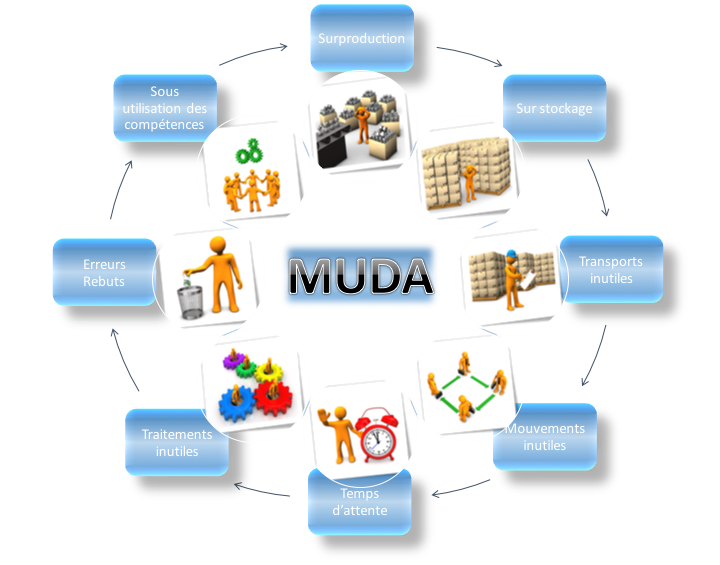
MUDA
Le « Muda » regroupe l’ensemble des
gaspillages c'est-à-dire tout ce qui entraîne l’emploi de ressources
mais ne crée aucune valeur ajoutée.
D’après Toyota, il y à sept « Muda » de nature
différentes :
Pour la mise en place d’une amélioration continue, il ne faut pas
oublier que ce n’est pas gratuit. Toute amélioration continue à un
coût, ce coût diffère selon les méthodes et il doit permettre de
gagner en productivité.
Il faut vérifier le rapport sur investissement de
chaque chantiers d’amélioration continu, car cela peut très vite se
chiffrer à une grosse somme. Il faut calculer le montant en fonction
des données d’entrées après la période de diagnostique pour
connaître le budget nécessaire, et à allouer au projet pour ainsi
permettre de réaliser un gain. Le plus souvent, au commencement, les
chantiers permettent un gain assez conséquent puis par la suite, au
fur et à mesure de l’évolution, le niveau étant arrivé à un taux de
performance assez élevé, il faut se poser la question pour savoir si
cela vaut la peine de mettre en place une nouvelle méthode, ou
simplement de continuer la démarche entreprise.
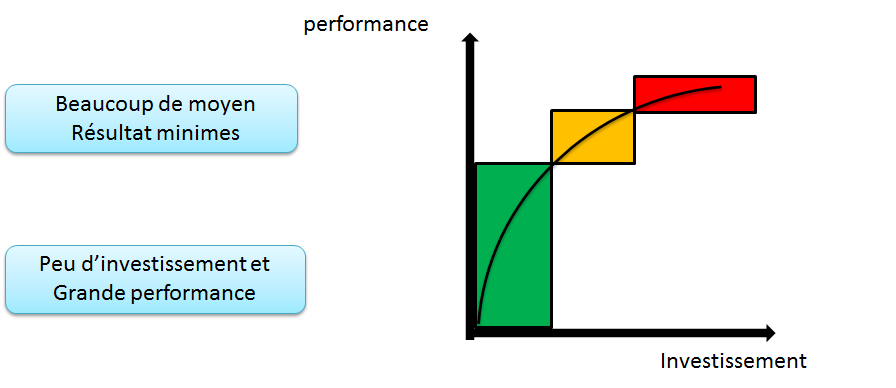
Un chantier peu ne demander que très peu
d’investissement et avoir une performance conséquente, comme il peut
demander un gros effort pour finalement avoir un taux de performance
minime.
S’il y à une méthode à appliquer qui peut faire gagner en
performance, et qui demande très peu d’investissement, c’est bien la
méthode en 5S qui prime sur les autres. En effet, dans la plupart
des démarches d’amélioration continue, le 5S est souvent la première
méthode à appliquer. Cette méthode sera détaillée un plus loin dans
ce rapport en y expliquant pourquoi.
Chapitre 3 : les outils de
l'amélioration continue
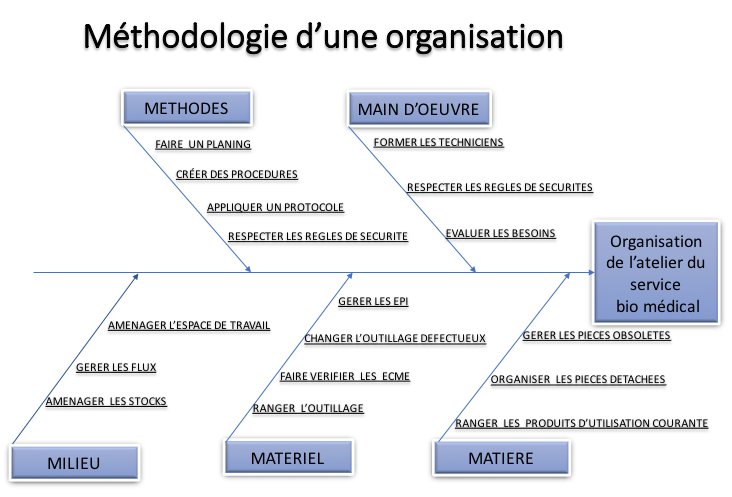
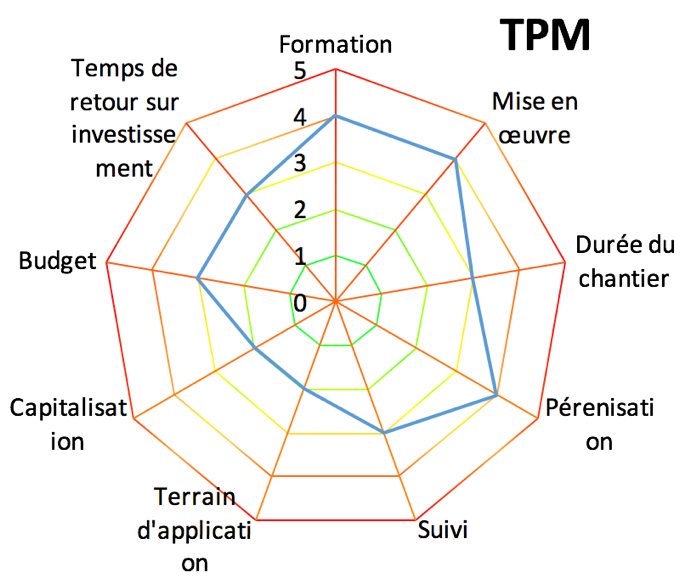
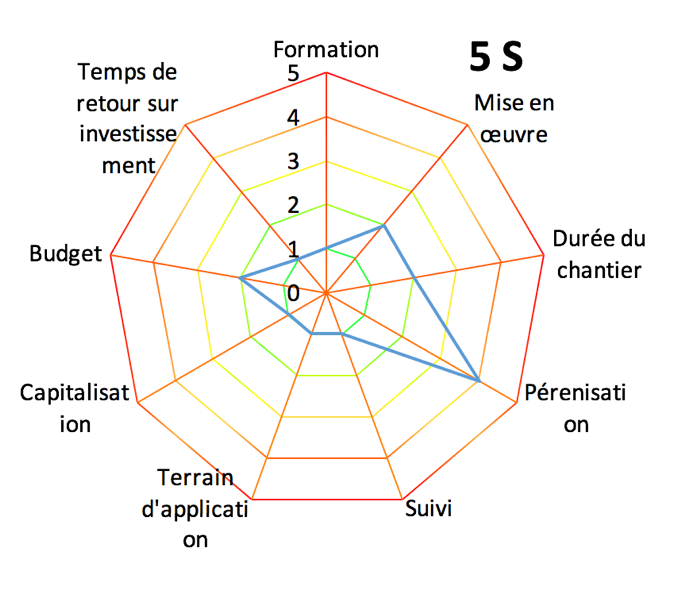
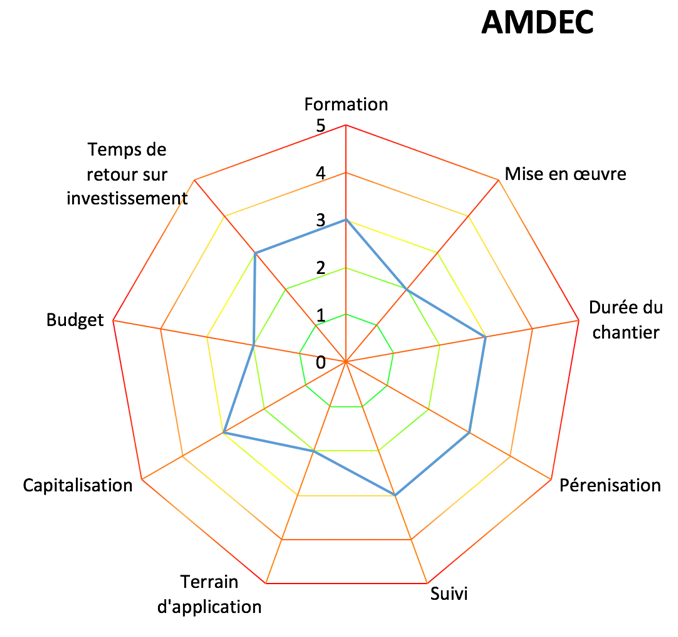
Les Méthodes
Voici une liste d’outils avec leur descriptif, leur domaines
d’application. Pour chaque, un graphique basé sur huit critère
permette de juger le niveau de difficulté à la mise en œuvre du
chantier. Ces critères sont basés sur :
- Le nombre de formations à prévoir
- La difficulté de la mise en œuvre de projet
- Le temps de retour sur investissement
- Le temps de la durée du chantier
- La difficulté à pérenniser le chantier une fois
celui ci terminé
- Les compétences nécessaires de la personne
assurant le suivi du chantier
- Le terrain d’application de l’outil, (en salle,
sur le terrain)
- Le budget nécessaire à la mise en œuvre
- La capitalisation de la méthode en déterminant
sa facilité à poursuivre le chantier avec une méthode similaire
La TPM (de l’anglais Total Productive Maintenance) est un système
global de
Maintenance industrielle. La TPM a pour objectif de rentabiliser au
maximum les équipements ; elle est basée sur la participation de
tout le personnel de l’entreprise et le respect de la créativité de
chacun.
Appliquée globalement et dans son véritable état d’esprit, la TPM
constitue un projet moteur pour le développement de l’entreprise.
Grâce à une organisation fondée sur le respect et la participation
de tous, elle permet d’améliorer le rendement global des
installations.
L’objectif de la TPM est de faire fonctionner les
installations le plus efficacement possible, en effet, la panne, le
ralentissement involontaire, le manque de précision provoquent des
défauts, des pertes (mises au rebut) et ne permettent donc pas une
production efficace.
Cette méthode est plus généralement utilisée dans
les industries à forte production en série pour améliorer les
rendements et réduire les taux de pannes des chaines de montage.
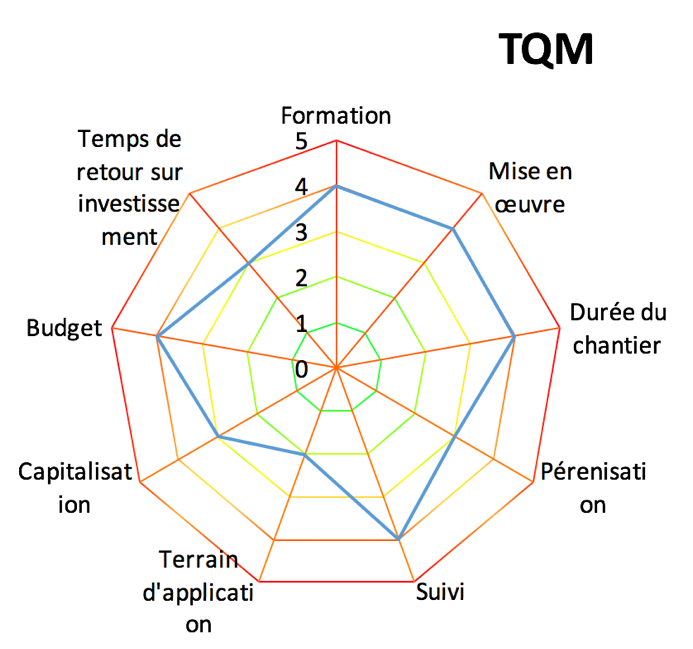
Le TQM à pour principe la mobilisation de la
totalité des collaborateurs d’un établissement dans des actions
d’amélioration de la performance en vue de la satisfaction du «
client »et des collaborateurs, la diminution des coûts, des risques
et des délais. Le TQM fait de la qualité, une responsabilité de
chacun des employés de l’établissement. Il instaure une maîtrise de
la qualité en changeant les non-conformités obtenues en prévention
de celle-ci afin de ne pas les avoirs.
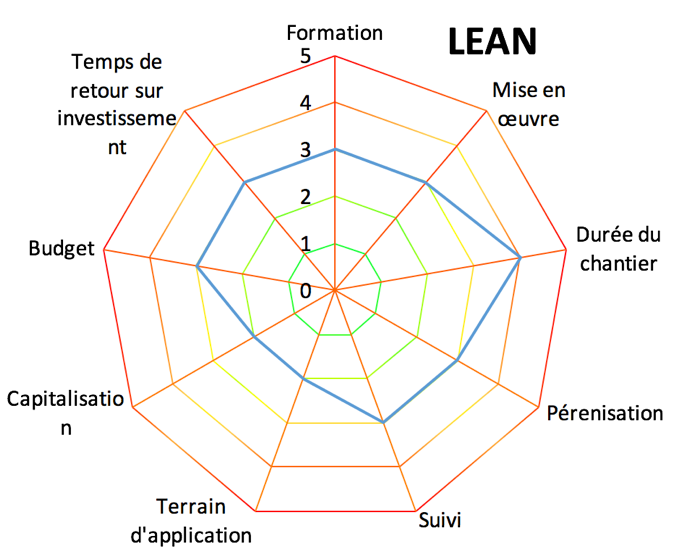
Le Lean Manufacturing est la version occidentale du Système de
Production Toyota (TPS).
Il repose sur l’élimination des gaspillages dans les processus (par
exemple : trop de stock de produits finis, trop de déchets de
production, n’a pas pour objectif de réduire le nombre d’employés.
Il vise à augmenter la capacité, en réduisant les coûts et le temps
de cycle et s’appuie sur la compréhension des besoins des clients.
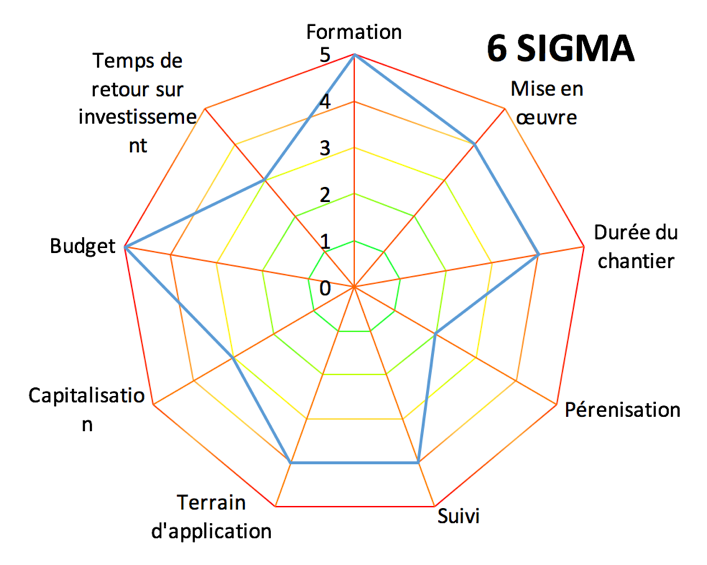
Le 6 Sigma est une marque déposée de Motorola désignant une méthode
structurée de management visant à une amélioration de la qualité et
de l'efficacité des processus. La méthode Six Sigma a d’abord été
appliquée à des procédés industriels avant d’être élargie à tous
types de processus, notamment administratifs, logistiques,
commerciaux et d'économie d'énergie. Depuis le début des années
2000, elle connaît un grand essor en raison de la complexité des
organisations et de l'internalisation des processus qui imposent une
vision globale des problèmes.
Ces quatre méthodes sont en réalité des
démarches, c’est à dire qu’il faut associer plusieurs méthodes
simultanément pour les mettre en place, pour appliquer du Lean par
exemple, il faut employer du 5S, du VSM, les 3M etc.… d’ou leur
complexité de mise en place, leur coût élevé et la mise en œuvre
assez longue. Ces démarches sont plutôt à appliquer à des
entreprises entières plutôt qu’a de petits secteurs comme un
atelier.
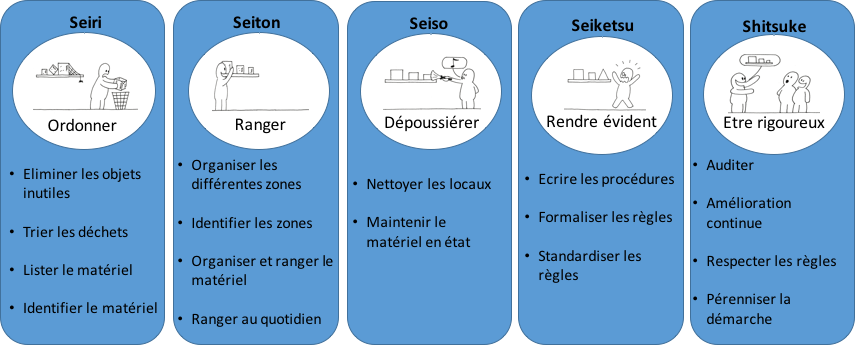
La méthode des 5S est une technique de management
japonaise visant à l'amélioration continue des tâches effectuées
dans les entreprises. Élaborée dans le cadre du système de
production de Toyota (TPS), elle tire son appellation de la première
lettre de chacune de cinq opérations constituant autant de mots
d'ordre ou principes simples :
Seiri : supprimer l’inutile
Seiton : situer les choses
Seiso : faire scintiller
Seikeitsu : standardiser les règles
Shitsuke : suivre et progresser
Cette méthode consiste à faire un « gros ménage » d’un espace de
travail afin d’en éliminer le superflu, pour rendre l’accès aux
objets les plus utilisés rapidement afin d’améliorer les conditions
de travail et de sécurité.
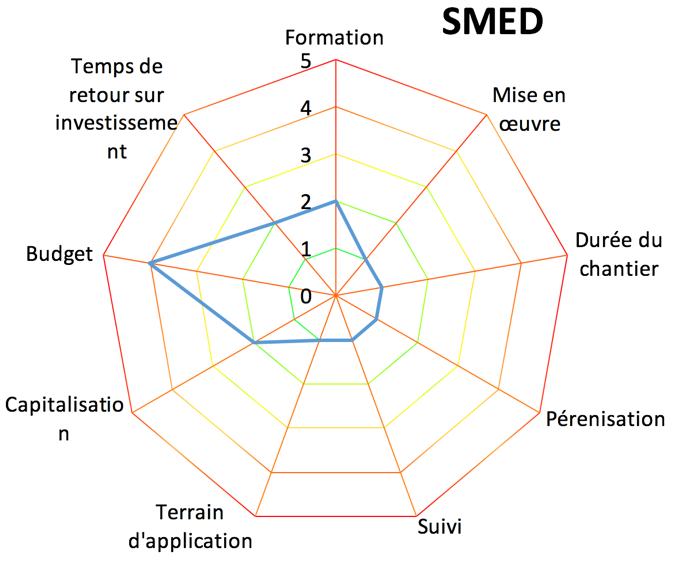
Le « SMED » (échange d’outil en peu de temps) est
une méthode d’organisation visant à limiter le temps d’arrêt lors
d’un changement de procédé pour en limiter les pertes et augmenter
ainsi l’efficience du secteur impliqué, par exemple, dans une
entreprise de production massive, ce sera le changement d’outil,
dans une société agro-alimentaire ce sera les recettes, dans
l’imprimerie ce sera le changement de format etc....
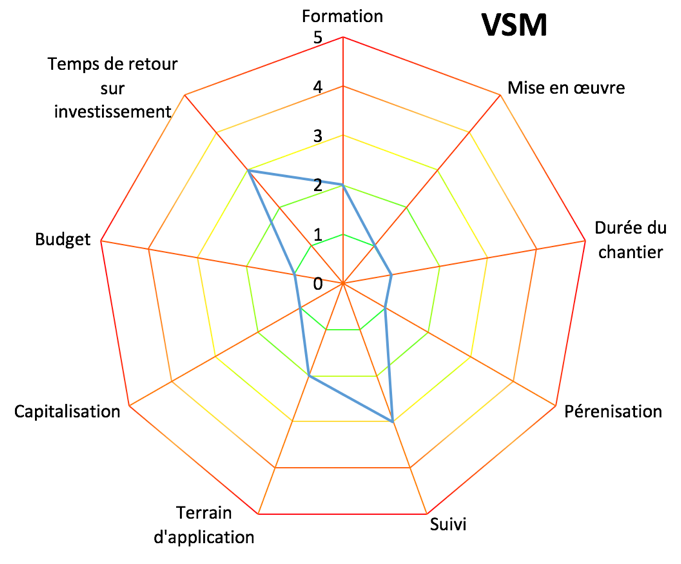
Le VSM (Cartographie des flux) consiste à
retracer le flux physique des matières, pièces ou produits le long
du processus, tel qu'il est, avec toutes les problèmes, aléas et
dérives tels qu'ils apparaissent dans la réalité. C’est un outil
d’analyse pour révéler les dysfonctionnements d’une chaine de
production.
Cette méthode est plus un outils qu’une méthode
d’organisation, il doit être mis en place et suivi par des personnes
compétentes, n’importe qui ne peut assurer son suivi.
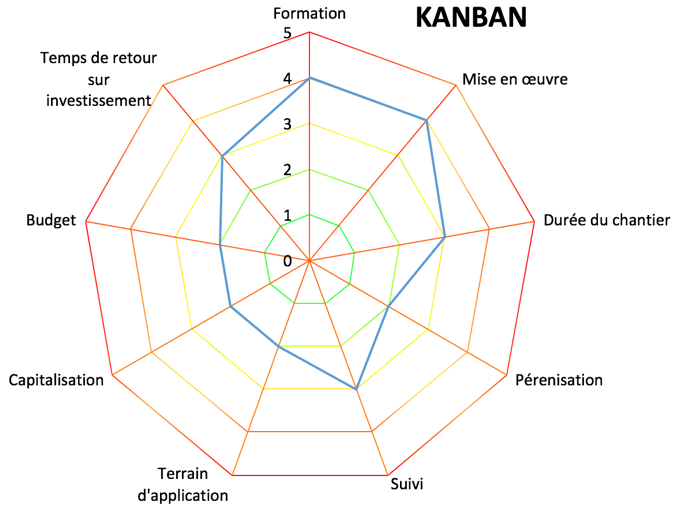
Le kanban est une méthode de gestion des flux,
simple, visuelle et facilement compréhensible par tous. Elle est
basée sur le principe du « juste à temps ». Ce sont les commandes
émises par un poste aval en fonction de ses besoins, qui régulent la
production d'un poste en amont. La méthode kanban est une méthode de
gestion dite à « flux tiré » qui permet de réduire les délais,
d’avoir moins de stocks, donc plus de trésorerie, moins de produits
en fin de vie et plus de réactivité.
La méthode AMDEC pour est l'Analyse des Modes de
Défaillances, de leurs Effets et de leur Criticité. L'AMDEC est un
outil utilisé dans la démarche qualité et dans le cadre de la sûreté
de fonctionnement. Elle consiste à analyser les défaillances, leurs
causes et leurs effets. Elle est réalisée grâce à des contrôles de
différents points de la chaine de production, du produit ou du
service fini.
Cette méthode est généralement utilisée dans
l'industrie manufacturière, et en particulier l'automobile et
l'aéronautique.
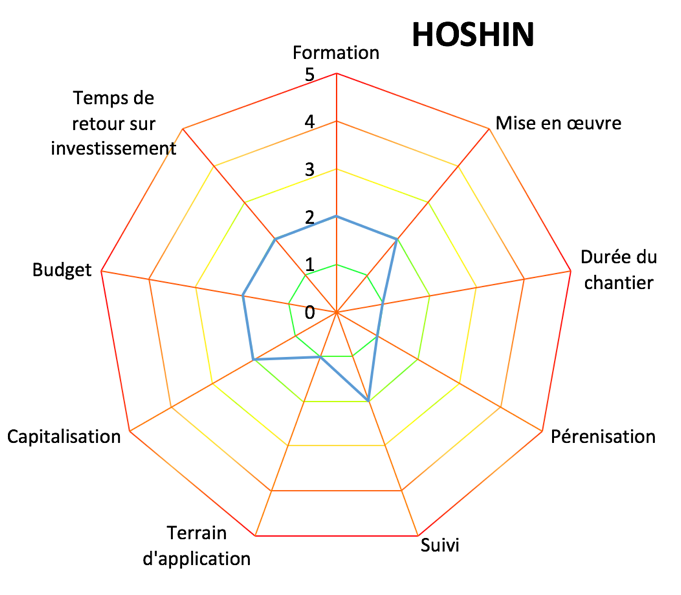
La méthode Hoshin oriente l’ensemble des
activités du personnel de toute l’entreprise de façon qu’elle
atteigne ses objectifs principaux et qu’elle réagisse rapidement aux
évolutions de son environnement. Elle s’adresse particulièrement aux
dirigeants, bien qu'elle propose une participation très large. Très
différente du management au quotidien et de l'amélioration continue,
elle agit en complémentarité avec ces autres champs du management.
La méthode suit la logique de la boucle de la
qualité dite roue de Deming (Plan Do Check Act). C'est une démarche
qui, étant volontaire, doit être dynamique. Elle devient un
challenge pour tous, car elle est une somme d’actions individuelles
pour un projet commun.
La méthode est un processus stratégique ayant des
répercussions à tous les niveaux de l'entreprise. Dans le processus
Hoshin, les objectifs sont définis par les plus hautes autorités.
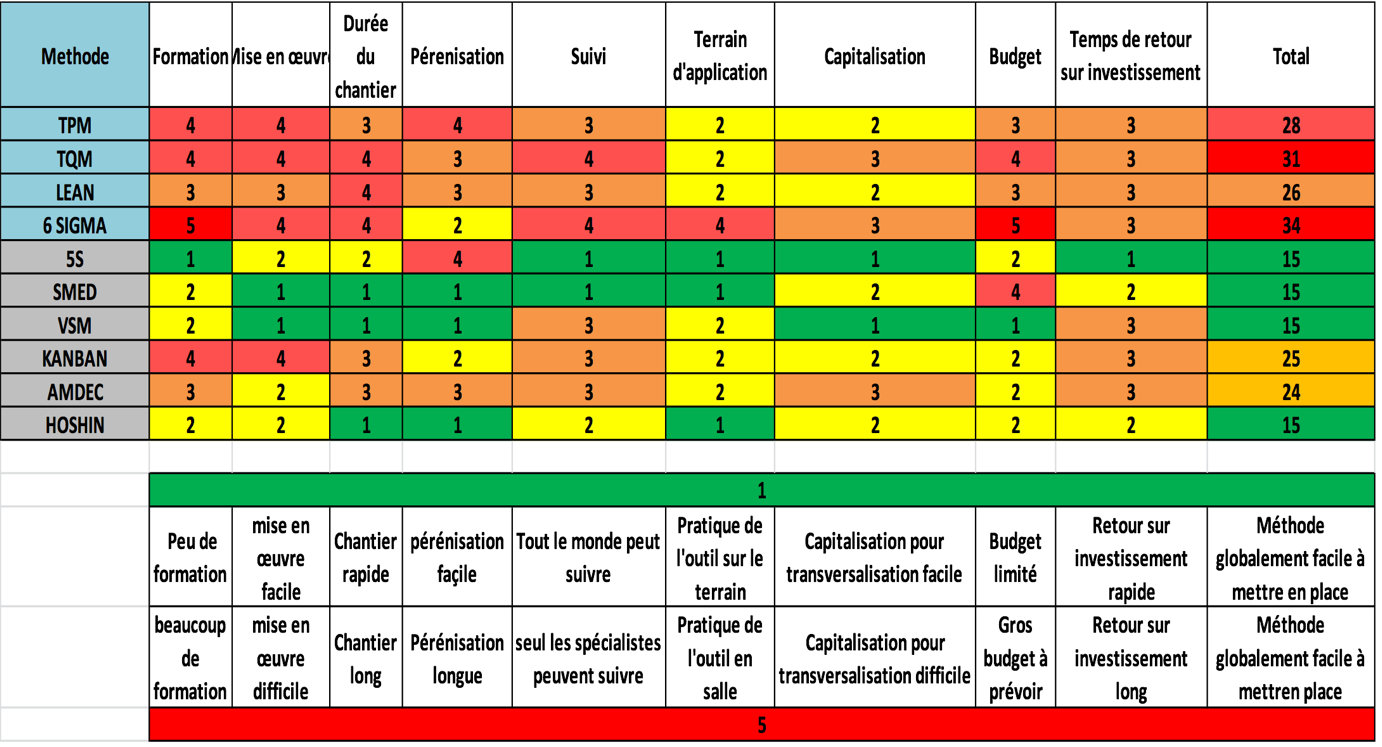
Ce tableau résume toutes
les méthodes citées auparavant en prenant en compte le nombre de
points de chaque critère de ces méthodes. Un faible nombre de
points indique que l’outil est plutôt facile à mettre en place,
à contrario, un nombre élevé signifie une application assez
difficile à appliquer en terme d’investissement.
Parmi toutes ces méthodes et outils, les démarches LEAN,
6 Sigma, TQM et TPM, sont plutôt destinées à être mise en
place par des établissements souhaitant avoir une amélioration
continue et un gain de performance sur un ensemble de secteurs,
et ceci constitue également des chantiers lourds à mettre en
place, qui vont prendre un certain temps tout en ayant un gros
investissement pour arriver à terme. Comme on peut le constater
sur le tableau, ces démarches cumulent un total de points assez
élevé, et sont donc globalement difficiles à mettre en place.
Le VSM, est plutôt orienté vers une gestion de
suivi des flux d’un produit et est essentiellement destiné à
assurer une production optimale d’un produit du début de sa
conception jusqu'à la fin pour en éliminer les erreurs de
productions. Une personne spécialisée est nécessaire pour en
assurer le suivi, ce qui complique sa mise en œuvre par
l’ensemble du personnel.
Les méthodes Kanban et Smed et sont
orientées sur une amélioration de chaîne de production pour
améliorer le rendement sur la fabrication de produits
spécifiques en assurant une répétabilité de production,
généralement utilisées dans les usines de travail en série.
La Méthode
AMDEC peut s’apparenter au Kanban et au Smed avec une gestion de
la qualité visant à réduire le niveau de criticité des certains
produits sensibles comme les réacteurs d’avion ou les systèmes
de freinage qui peuvent avoir des conséquences dramatiques.
La Méthode Hoshin vise plutôt la préparation d’un
chantier à l’amélioration continue, en étudiant la problématique
d’un environnement, et à en analyser les améliorations possibles
Pour en déterminer la
méthode à employer. Une formation aux outils de développement de
la méthode ainsi que l'appui d'un méthodologue pour encadrer la
démarche sont recommandés pour bien mener ce projet. Elle
s'intègre très bien aux autres méthodes de la gestion intégrale
de la qualité en exploitant par exemple le cycle PDCA (plan, do,
check, act).
La méthode des 5S s’adresse plutôt à un secteur
restreint, et est plutôt basée sur des petites actions au
quotidien. Elle peut être appliquée partout, un atelier, un
bureau, un local ménage etc. Cette méthode consiste à agrémenter
un espace de travail pour en faciliter les tâches habituelles et
ainsi éviter de perdre du temps à chercher des choses les plus
utilisées.
Elle apporte un gain de place et la sécurité des
lieux en est améliorées par le désencombrement des zones
traitées.
Très peut de ressources sont nécessaires à sa mise en
place, la partie la plus délicate de la méthode consiste à
instaurer le maintien de ces actions dans le temps par les
personnes l’ayant mis en œuvre pour en pérenniser le suivi.
Quelle méthode choisir
pour améliorer l’efficience d’un atelier biomédical ?
Le service biomédical est
un secteur appartenant à un établissement de santé, nul besoin
de changer l’organisation de l’établissement, il faut agir sur
l’efficacité des dépannages et de la maintenance.
Le rappel de la problématique de l’atelier montre les
actions à améliorer.
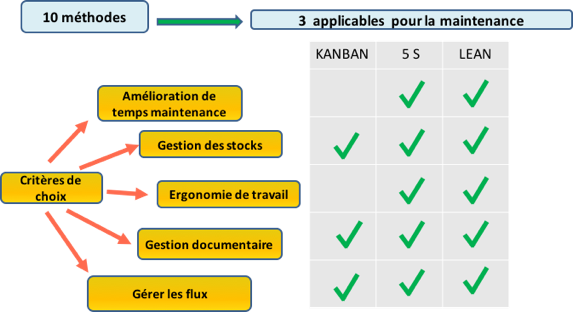
Le
choix de la méthode se portera sur les critères
applicables dans un atelier biomédical. Si l’on compare
ces méthodes, nous pouvons comparer leurs domaine
d’application et éliminer celles qui ne peuvent
s’appliquer que dans l’industrie de production et ne
garder que celles applicables dans un atelier. Sur
les méthodes étudiées, seul le KANBAN le LEAN et les 5S
sont applicables dans un atelier.
Pour avoir une bonne organisation dans un
atelier biomédical, une gestion optimale des stocks peut
s’avérer nécessaire pour avoir un stock de pièce détachées
suffisamment fournis pour pouvoir assurer le changement de
pièce des dispositifs à maintenir en état, ces trois
méthodes assurent, dans leur principe cette fonction.
Ensuite le critère de choix s’est porté sur
la gestion de la qualité de la maintenance. Seulement deux
des ces trois dernières peuvent y répondre, le KANBAN étant
spécialisée dans la gestion des stocks, elle peut être
écartée.
Il reste donc à départager la démarche Lean
et la méthode 5S, choix qui n’a pas été difficile étant
donner que pour entamer le Lean, il faut généralement
appliquer les 5S. Le Lean étant une démarche d’amélioration
assez difficile à appliquer peu s’avérer coûteuse et longue
à mettre en place.
Le choix se portera donc sur l’étude de la
méthode des 5S.
L’application de la méthode en
5S est un des outils qualité à appliquer en priorité dans les
établissements requérant une volonté d’amélioration continue.
Elle à pour objectif, des enjeux de progrès constant et
économique. Tous les services de l’établissement peuvent être
concernés, de la prise de commande à la maintenance. Les ateliers
ne sont pas seuls à être concernés et tout le monde peut pratiquer
cette démarche.
La qualité d’un service est jugée par la qualité de ses
prestations, sa tenue, son allure, la prestation de son accueil et
la première impression sur qualité d’organisation de ses locaux.
La méthode des « 5S » provient du japon, mais son
origine est américaine. Les 5S sont issu du TWI « Training Within
Industry », un programme que les Etats Unis ont développé durant la
seconde guerre mondiale, pour permettre de former en peut de temps
un grand nombre de personnes et qui à été repris par les japonais
lors de la reconstruction du pays.
La méthode tient son nom des lettres initiales des 5 mots japonais
stipulant chacun une opération spécifique. Voici ces 5 actions :
Shitsuke : rigueur, formaliser l’action et
impliquer les personnes.
Cette démarche se base sur la participation de
chacun et joue un rôle essentiel dans la prévention d’accident
puisqu’a terme, les règles de sécurité sont respectées par tous et
on note une plus grande ouverture d’esprit pour l’application des
consignes.
La méthode 5S appliquée dans un atelier
biomédical, s’adresse avant tout aux techniciens pour faciliter
l’organisation de l’atelier. Cette méthode doit également s’adresser
à la direction car elles aura le rôle d’impliquer le personnel et de
garantir la pérennité de l’action.
Eliminer le temps perdu à chercher les objets
dont on à besoin.
Combien de fois par jour une perte de temps due à la recherche
d’outils égarés ou mal rangés arrive t’elle ? La recherche de pièces
détachées rangées de l’autre coté de l’atelier ne fais pas non plus
gagner du temps. Tous ce temps perdu provoque une accumulation de
retard sur chaque maintenance qui au fil du temps finis par
s’accumuler.
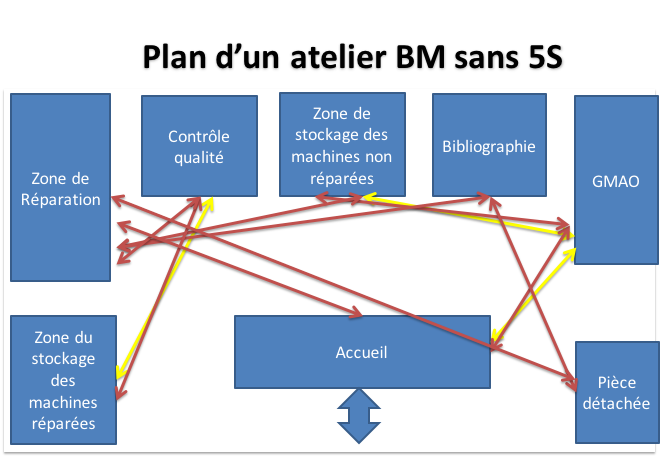
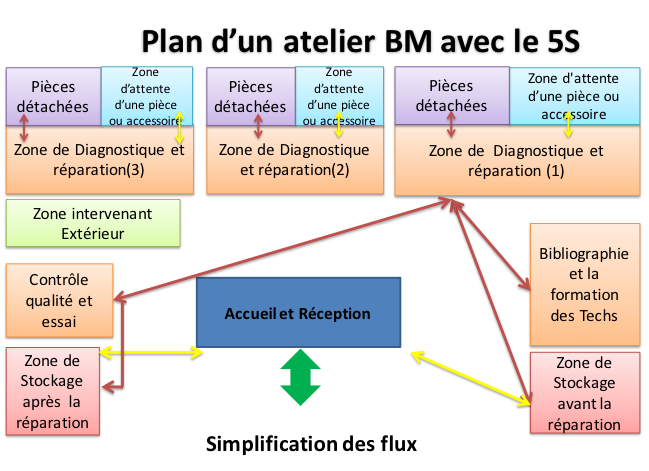
Les figures 24 et 25 en annexe 1 montrent une disposition de deux
ateliers aménagés différemment avec pour la figure 24, un placement
des zones de travails et des zones de stockages sans méthodologie ou
le personnel doit aller récupérer du matériel à divers endroits
induisant un grand nombre de déplacement alors que sur la figure 25,
le placement stratégique de certaines zones diminuent fortement les
flux nécessaires pour les mêmes tâches.
Libérer de l’espace inutilement utilisé
La quantité d’objet accumulée au fil du temps est incroyable. Voir
tous ces objets est devenu une habitude, alors ces objets sont
considérés comme à leur place. Avec cette méthode, un plaisir
d’avoir l’esprit aussi clair et dégagé que l’est le lieu de travail
se fera sentir.
Améliorer l’efficacité
Le fait d’avoir repensé l’ergonomie et mis en place des rangements
intelligents va permettre d’être plus efficace. L’accès aux objets
utiles sera beaucoup plus facile étant donné qu’il y aura moins
d’objets inutiles et que les objets peu utilisés seront éloignés.
Les tâches seront donc plus faciles et agréables à réaliser
Avoir de meilleurs conditions de travail
Il est plus agréable de travailler dans un environnement bien propre
et bien rangé.
Inspirer confiance
Avoir un atelier parfaitement bien rangé et présentable invoque une
confiance sur la qualité des prestations effectuées et contribue en
partie à l’amélioration de l’image de marque.
·Les bénéfices de la méthode à court
et à moyen terme vont permettre :
-d’accroitre la qualité d’exécution de la
maintenance des dispositifs médicaux
-d’augmenter la participation en offrant aux
exécutants la possibilité de penser et d’organiser leur travail.
-de bénéficier d’une bonne image de marque auprès
des services de soins, de l’établissement et des fournisseurs.
-d’établir ou de rétablir les règles de travail
et comportementaux
-de dégager de la place en débarrassant les zones
de travail d’objet inutiles
·Les bénéfices de la méthode à long
terme vont permettre :
-de pouvoir étendre le principe et les outils mis
en place du 5S à travers d’autres secteurs
-de poursuivrela mise en place d’autre méthodes comme le Lean car la
méthode 5S est un outil mais est aussi le fondement de celle ci.
Le sens premier de débarrasser et « dégager ce
qui embarrasse ». Il faut commencer par jeter ce qui n’est pas
utile, ce qui embarrasse. Dans le contexte, il faut faire la
différence entre l’indispensable et l’inutile. Il faut jeter ce qui
n’a de réelle valeur et qui encombre le poste de travail. Pour
réaliser cette étape il faut :
Faire un inventaire complet du lieu de travail
Examiner chaque objet et les classer en « utiles » ou «
inutiles »
Eliminer tous les objets « inutiles » du lieu de travail
Evaluer la fréquence d’utilisation de chaque objet « utiles »
pour déterminer leur emplacement
Seiton, ranger
Ranger signifie mettre en ordre les choses. Tant
que les objets sont utilisés, il y à un réel besoin de les avoirs à
portée de main rapidement, ce qui explique que le rangement doit
être fait chaque jour et chaque fois que l’objet en question n’est
plus utilisé pour éviter de perdre du temps à le chercher et gagner
en efficacité. Pour réaliser cette étape il faut :
Classer les objets
Mettre de coté les éléments fréquemment utilisés
Identifier les zones de stockage
Ranger chaque objets à leurs places attitrées
Maintenir ranger ces objets quotidiennement
Avoir bien réaliser l'étape<<éliminer>>
Marquer le matériel
Seiso, nettoyé
Une fois chaque chose à sa place, il faut veiller
à ce que les lieux soient propres. C’est la phase Seiso. Il faut
rendre propre en se débarrassant de tout ce qui salit, cela incite à
éliminer les déchets, détritus, emballages vides afin que le poste
de travail et son environnement restent propres. Le fait de
sensibiliser le personnel à travailler proprement apporte un gain de
temps. Pour cette étape il faut :
Définir les responsabilités de chacun
Délimiter la zone de nettoyage
Faire un nettoyage routinier
Etablir des critères de nettoyage spécifiques
Réaliser un nettoyage périodiquement
Seiketsu, conserver en ordre
Cette phase est essentiellement un maintien de ce
qui à déjà été fait lors des trois premières phases. Il s’agit de
garder à l’esprit le maintien de ces actions et de prendre
l’habitude de respecter les règles en faisant un effort que tout
reste en ordre.
Formaliser les règles
Mettre en place et afficher les règles
Former l’ensemble du personnel
Responsabiliser tout les technicien
Mettre à jour les procédure et les communiquer
Shitsuke, rigueur
L’objectif de cette phase est la mise en place un système permettant
de faire des progrès sans revenir en arrière.
Les deux dernières phases sont plus un état d’esprit à avoir plutôt
que des actions concrètes
Il faut commencer par faire un état des lieux le
la zone pour se rendre compte de ce qu’il pourra être amélioré,
identifier les besoins et les enjeux pour définir un objectif et
la finalité du projet.
L’évaluation de l’écart entre l’état actuel et
le futur état désiré permettra de déterminer les grandes pistes
à améliorer ainsi que la façon d’y arriver.
Il faut structurer le projet, proposer un
calendrier et un budget à la hiérarchie qui sera impliquée par
la démarche pourra garantir l’obtention des fonds nécessaires.
Constituer le comité d’animation
La structure de la démarche doit se calquer sur
une structure hiérarchique. Elle doit réunir au sommet, des
supérieurs hiérarchiques et à la base, fonctionner avec des
cercles « qualité ». Il faut définir un responsable de
chaque unité de travail qui aura la charge d’animer les 5S dans
son unité et encadré par un animateur.
Définir la politique de la méthode
Une fois l’établissement de ces principes, la mission de
cette instance sera de définir la politique des 5S, de mettre en
place des groupes de travail et de définir des objectifs
spécifiques. Chaque équipe aura des objectifs à mettre en place
selon un calendrier non modifiable.
Définir le plan d’action
Il faudra établir un plan d’action et l’appliquer. La
première règle sera de fixer un délai pour chaque action et de
surveiller ce calendrier en s’efforçant de le maintenir. Il faut
également prévoir des réunions avec tout les participants et des
rapports pour faire le point sur les objectifs en recensant ceux
qui ont été atteints.
Mettre en place un plan d’action et
des indicateurs.
Il faut appliquer les décisions prises. Il préférable
d’utiliser des outils spécialisés aux instructions, comme une
étagère spécialement dédiés à la signalisation, étiquettes,
panneaux d’instruction. Il faut également réparer ou améliorer
les locaux et matériel, comme par exemple, ajouter des capots de
protections aux machines qui en sont dépourvue, réparer les
fuites. Ceci peut amener à solliciter d’autre corps de métier
pour que ces réparations puissent être réalisées où changer un
agencement de locaux.
Il faut mettre en place des indicateurs pour suivre
l’avancement des actions, comme des indicateurs de propreté
évalués par des gammes de nettoyage, ou faire un groupe de suivi
pour constater l’évolution avant, pendant et après.
Suivre le plan d’action
Il est important de faire des évaluations avec rigueur
pour noter le sérieux de la démarche. Elles doivent aller jusque
dans les moindres détails sans rien négliger pour que celui qui
évalue observe les bonnes actions comme les mauvaises permettant
ainsi l’identification d’erreurs afin de les améliorer.
Les facteurs de risque
Pour la réussite d’un projet, il est
indispensable de connaître les facteurs de risque tout au long
de sa mise en place. Ils sont identifiables dans les différentes
phases du projet 5S et sont :
Planification
- La
réticence au changement par l’opposition et le désintérêt des
participants managériaux
Application
-Le détournement du 5S par certaines
personnes
-L’occupation pour la mise en place au
détriment du travail
-Les relations entre le chef de projet,
le chef du service impliqué et les acteurs
Formalisation et implication
-La démotivation dans le temps
-La non écoute des indications des
acteurs concernés sur l’organisation du travail
Avant de d’appliquer là méthode dans l’atelier,
il est nécessaire de déterminer les actions à mener pour chaque
personne afin de leur définir une mission.
La formation
Une formation du personnel est nécessaire afin
de d’expliquer aux participants la méthode en elle même, les
étapes à suivre et leurs expliquer les enjeux et les bénéfices
pour l’établissement mais également pour eux. Deux types de
personnel seront formés, les acteurs et les managers. Pour ces
derniers, il faudra également les former sur les impacts
managériaux de la méthode et pour qu’ils prennent en compte les
attentes spécifiques de leurs fonctions.
Choix de la zone pilote
Pour démarrer le 5S, il faut commencer par un
chantier pilote de petite taille comme un secteur de
l’atelier, pour permettre au participants de s’exercer sur
celle ci avant d’étendre la démarche sur l’ensemble de
l’atelier. Il est préférable de choisir la zone la plus
désordonnée pour obtenir rapidement des améliorations
visibles.
L’idée est de séparer l’utile de l’inutile. Le
résultat de l’opération doit être visible, il ne faut donc pas
hésiter à jeter, faire un grand nettoyage de printemps, délimiter et
identifier de façon très visible la zone de chantier.
Dans un atelier, sont souvent stockées des pièces
de rechange dont les appareils n’existent plus, ou qui ne servirons
jamais. De vieux appareils réformés sont souvent gardés au cas ou
car fonctionnels mais ne servirons jamais.
Il faut recenser chaque objets en se posant la question sur sont
utilité, pour en déterminer sa destination :
Est ce qu’il est utilisé ?
Combien de fois par jour/mois/ans est il utilisé ?
S’il n’est pas utilisé, peut il servir pour quelqu’un,
être recyclé ou simplement jeté ?
Avant le débarras et le grand nettoyage initial,
il faut que la direction montre sa détermination à soutenir le
projet, que chacun participe activement en informant et sollicitant
le personnel concerné.
Réaliser un planning des opérations Tri, Débarras
et Nettoyage initial. Faire vivre le tableau de communication et
l’utiliser continuellement. Prendre des photos et les afficher.
Pendant la phase de débarras, il faut veillez à
atteindre l’état de référence et si des points posent problème,
remonter l’information sans délai pour mobiliser le personnel
compétent pour les résoudre. Il faut profiter du nettoyage pour
détecter des anomalies,
Déterminer des priorités dans le nettoyage et le
rangement, en écrivant les procédures pour ces priorités.
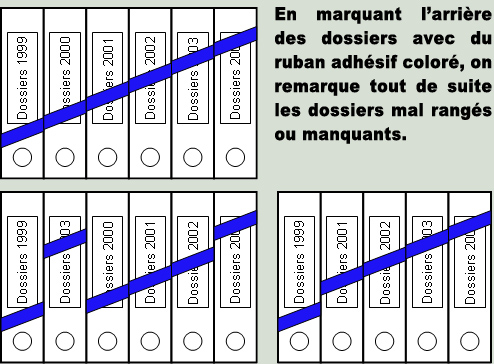
Ranger
Les zones doivent être clairement délimitées (allée, zones de
travail, zones à risque). Les objets et les zones d’affectation
doivent être identifiées et il doit être possible de repérer
facilement des objets manquants ou mal rangés.
Une Zone pour le stockage des dispositifs défectueux en
attente de réparation amenés par les services de soins.
Des zones de stockage pour les pièces détachées nécessaires à
la maintenance des dispositifs médicaux.
Une zone pour le stockage des dispositifs médicaux réparés
pour mise à disposition des services de soins
Une zone pour l’outillage spécifique
Une zone pour le tri des déchets (carton, matériel
électronique, ordure)
Des zones de travail (établis) avec des emplacements
spécifiques pour les outils, les pièces détachées les plus
fréquemment utilisées, la GMAO
Une zone de « gros travaux » (soudure, perçage, sciage)
Une zone pour le stockage des dispositifs en attente de pièce
détachées
Une zone pour les dispositifs en attente d’intervention
d’entreprises extérieures.
Cette étape de rangement est une action effectuée par tous les
techniciens quotidiennement. Cette étape permet d’éviter de perdre
du temps à chercher le matériel et d’éviter les encombrements du
lieu de travail.
Tenir propre
Dans un atelier, la maintenance implique le démontage du matériel et
l’utilisation d’outils. Le travail des techniciens amener de la
salissure comme des copaux, l’utilisation de lubrifiants ou liquides
divers. Il faut pouvoir nettoyer ces salissures sans attendre leurs
accumulations au risque de créer un danger comme le risque de
glisser sur une tache d’huile au sol.Il faut qu’il y ait un système
de nettoyage visible et facile d’accès (kit de nettoyage, bac à
déchet) pour que chacun nettoie son poste de travail dès la moindre
salissure.
Il faut également instaurer un roulement de nettoyage périodique en
profondeur (fin de journée, de semaine, d’activité).
Il est important
d’apporter aussi la notion de maintenance, en plus du nettoyage,
si une machine à besoin d’être entretenue (vis manquante, fuite,
pièce à lubrifier).
standariser
Toutes les étapes
réalisées pour mettre en application les trois premiers S ont
apportés un meilleur environnement de travail. Il faut le
maintenir dans le temps.
Pour un respect des règles, il est préférable de les
écrire et de les afficher pour qu’elles soient visibles par les
opérateurs. Elles doivent être compréhensibles et comprises de
chacun.
Il faut définir les règles en définissant cet état comme
un état standard avec les obligations et les interdictions puis
chercher à les maintenir.
Formaliser et impliquer
Il faut de la rigueur dans l’application mais
aussi le suivi régulier de l’application des règles et des
pratiques.
Dans cette étape, une surveillance régulière de
l’application des règle privilégie leur mémorisation, d’en
corriger les dérives mais aussi de progresser graduellement dans
une démarche d’amélioration continue. Ces améliorations doivent
amener à la mise à jour des règles, du standard et des
référentiels de suivi.
5 . Evaluation des gains
Une fois la méthode appliquée, il faut évaluer
les gains obtenus, notamment dans l’amélioration des conditions
de travail par l’amélioration de l’ergonomie du poste de
travail, la simplification des actions quotidiennes apportera
une certaine motivation du personnel au travail assurant ainsi
une optimisation de la maintenance.
Le gain de temps obtenu par cette optimisation
aura pour effet une meilleur fiabilité et disponibilité des
dispositifs médicaux apportant une sécurité accrue pour le
patient et garantira une confiance envers le service biomédical,
pour apporté une fierté de celui ci.
Communication des premiers résultats.
Dès l’obtention des premiers résultats, il faut
les communiquer en vu de les valoriser et de reconnaître les
efforts par les participants.
6.
Les possibilités d'améliorations
Une fois la démarche appliquée au premier
secteur, il convient d’approfondir la pratique sur celui ci et
d’étendre la démarche à d’autres secteurs. L’amélioration
continue est inscrite dans les 5S avec l’aide de la démarche
PDCA (Plan Do Check Act).
Ce dernier point est souvent
associé à la notion de “faire mieux”, la fameuse “amélioration
continue” qui rythme le management par la qualité.
Une fois ces étapes
franchies, le processus peut être réitéré en commençant à
préparer la suite, et pourquoi pas aller plus loin et
transformer cette démarche en Lean pour par exemple, éviter un
sur-stockage des pièces détachées (commandes de pièces en trop
grand nombre), éliminer les procédés inutiles (double saisie),
améliorer ou supprimer les temps d’attente et les délais, ou
encore la sous utilisation des compétences.
La méthode produit des
résultats incontestables et non négligeables, résultats qui se
manifestent en habitudes de travail plus adaptées, une
amélioration de la sécurité, de la productivité et de la qualité
de vie car les personnes travaillent dans de meilleures
conditions.
Elle se révèle à l’usage, efficace car elle
transforme l’environnement du poste de travail et elle agit
profondément sur l’état d’esprit du personnel à tous les niveaux
hiérarchiques. Comme toute méthode de management, elle nécessite
un investissement de la hiérarchie et une étape d’information et
de formation de l’ensemble des encadrants.
Un retour d’expérience d’une entreprise de
livraison démontre que l’application de la méthode 5S à fait ses
preuves dans une entreprise de distribution.
Cette entreprise ayant une rentabilité
décroissante avec une organisation fine et ajustée malgré la
possession d’une gestion informatique puissante. Un audit basé de
Septembre de l’année encours à janvier de l’année +1 à permis de
démontrer que la société possédait :
les flux croisés
des pertes de colis
trop de matériel mis à disposition
beaucoup de déplacements
des retards
des pertes de temps sans valeur ajoutée
reconnue (emballages)
des postes et ateliers encombrés
Son plan d’action fut l’application des 5S:
la modification de la circulation pour une
amélioration des flux
l’identification et l’élimination des stocks
morts
le rapprochement des références fréquentes
la modification de la planification des
ressources de l’entreprise en gérant les emplacements et en
élaborant des fiches de route en fonction des quantités par
emplacement
la gestion du planning de charge à la prise de
commande le calcul des prix de reviens et des
opérations d’achats.
L’entreprise à pu constater un gain des bon de
livraison de +15% à +25% en un an par personne et par jour. Le
chiffre d’affaire est passé de 13M€ à 15,2M€ en une année (donnée
publique) soit 15% de chiffre d’affaire en plus. Ceci avec le même
nombre de personnes
Dans une PME, d’électronique et tôlerie,
l’application de la méthode à permis de gagner en vitesse de
production, de la place, du confort et une image qui qui donne
confiance lors de la visite client en atelier. Elle à ainsi pu
gagner de la surface à valeur ajoutée par rapport à la surface
totale avec un gain de 21% à 32%.